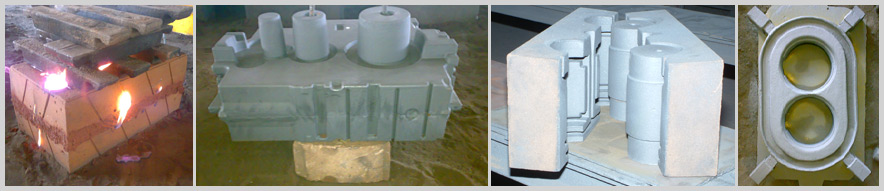
CO2 – Sodium silicate core:
Here Silica sand, which is prepared in a separate mixer using sand, and Sodium Silicate is added 5 to 6 % of sand quantity 100 kg, with a Dry core break down agent added in it.
While sand and break down agent are mixed first then Sodium Silicate in added and mixed for 2 minutes or so ensuring proper mixing.
Than CO2 gas is passed through the holes made in pattern or cores. And gas is passed at a uniform pressure tight, the sand mould is hardened. And then core is stripped out of the pattern by ramming smoothly. |
 |
| |
Green Sand Moulding
This is done in moulding machines using sand prepared in intensive sand mixers with coal dust, Dextrine (if required), Bentonite and water. In this type of Moulding, Facing sand is used for covering the Pettern and then backing sand is used for moulding in regular way.
After proper inspection of the Pettern and the match plate, if is mounted on the moulding machine and set for leveling tightness and listing of the moulding box from the match plate after making the moulds.
Once this is made ready moulding box is placed on the machine into match plate fix going inside the Lug Holes with buses. After covering the Pettern with facing sand backing sand is added and jointing of the machine is started. Once the sand sets in the moulding box, squeeze board is pleased that above the box and in squeezed into simultaneous jolting for a minute or so. Then the squeeze board is moved out and box relieved from the Pettern. The mould is checked for proper condition and placed on them for pouring. The Cope and drag boxes are made separately with cope box having down spare and air vents. During the process of moulding, the sand prepare is also checked in the laboratory for moisture, Permeability, Green Compression strength, Computability etc. So mat quality of the sand is maintained.
|

 |
| |
Graphite Coating
After the moulds and cores are made, they are taken up for painting which the done as detailed below: -
A1) Green sand moulding:
The mould are spray- painted with graphite based paint which is prepared by mixing ready mix graphite paste / powder in water to the required viscosity so that paints is neither thin nor thick but at the same time the moulds could be painted uniformly.
Once the moulds are painted, they are left over for drying to about 6 to 8 hours (sometimes over night).
B1) CO2 Silicate Moulding: -
Here the paint is prepared by mixing ready mix by paste / paint with thinner (spirit) to the desired viscosity and then spray painted uniformly in the mould which is ignite after painting so that moulds get dried properly.
C1) No-Bake System:
Here the painting of the moulds can either water base or thinner base and paint – either water base or thinner base is prepared in the same way as mentioned above in A1 / B1 depending on the type of painting. The moulds are left for over or ignited for drying.
D1) Red-Sand natural Cay Mould:
Here the painting is done essentially in water base graphite paint prepared in the same as mentioned in A1 but left over for a longer time for drying.
|
 |
| |
CORE: -
Cores are also painted according to the type, in either water base or thinner base, paint prepared by mixing graphite ready mix paste or powder in water or thinner as the case may be and then spray paints.
A2) Oil Sand Cores: -
Generally water base graphite paints are as spray-painted and the torched or heated in the oven at a temperate of 105oC for proper drying.
B2) CO2 Sodium Silicate Cores:
Here the cores are essentially painted with in inner base painted prepare as mentioned in b1 and then ignited for proper drying.
C2) NO BAKE SYSTEM CORE:
Here the painting can be water base or spirit base graphite prepared as mentioned in A1 or B1 and then as spay painted – torched or ignited as the case may be.
D2) SHELL CORE: -
These are generally painted in water base Zircon mix paints, prepared in the same way as graphite paints but is important that these cores are dried completely after painting.
However in the all above cases, the moulds and cores are ensured for proper drying, if necessary torching before after core setting. |
 |
CORE OIL SAND
Here the sand is mixed with Core Oil & Dextrin according to the type of cores which the baked in core oven with a maximum temperature of 250*c to 280oc. The percentage of Core Oil & Dextrine also varies from 1% to 2%. Hare the sand and Dextrine are mixed first and then Core Oil is mixed with if mean while, core boxes cleaned thoroughly and checked before farthing up the sand mix for core making. After checking the core box sand the fixed and tightened by hand, using fingers if necessary for intricate portions and the entire core is rammed properly and then leveled. It is now placed on a core plate upside down and the core box stripped from the core, which is then sent for baking & painting. |
 |
| |
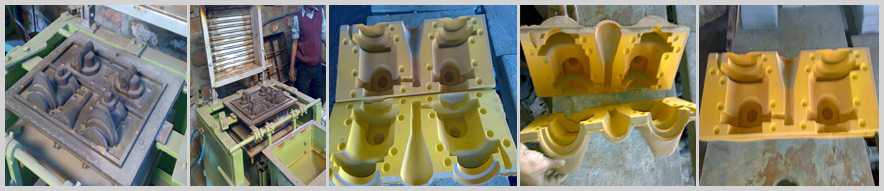
No Bake System of Core
Though there are a number of practices involved, Kamani Foundry follows the following systems: -
(a) 3 Part A-B-C- system:
Where’s’ part is Resin, while part ‘C’ is a catalyst (or Activator) and part ‘B’ is a Hardner. The quantities Mixed very depending on the type of Pettern/Mould and the bench life needed for the same. General proper GMS followed are:
Part ‘A’: - 2% of the sand quantity.
Part ‘B’: - 8% of Part ‘A’ and
Part ‘C’: - 15% to 20% of Part ‘A’:
First part ‘A’ and Part ‘C’ are mixed along with sand in the sand mixer for about 90 second to 2 minutes and then Part ‘B’ is added and further mixed for one minute. Immediately after this, sand a discharged from the mixer and put in the core box. The sand mix is rammed by way of hand rammers and leveled on the core box. After allowing the sand to harden slightly, the core is stripped from the Pettern and allowed for ageing further.
(b) 2 – Part System:
In this systems Resin and activator are made in a single from and after mixing it with sand for an initial period of about 2 minutes, Hardner is added and mixed for another one minute. Then the sand mix is put in the core after allowing the sand to harden slightly, the core is stripped from the Pettern and allowed for ageing further.
box.
(c) Single Part System:
Here, it is an air setting chemical is mixed with sand for a minute to 90 seconds and then mould made as a for with further procedure. |


 |
| |
Shell Cores:
These cores are made through shell core shooters using resin-coated sand.
Here the core box, which is known as “Die” is, heated upto 200 ‘c ranging from 400 ‘c depending on the size of die. Then the resin-coated sand is introduced into the die by air pressure. The sand inside the die takes the shape of the core cavities and gets heated up. Then onwards the time is taken for baking the core, after the core is baked at the time decided, the core as ejected from the die. And the shell core is prepared. |

 |
| |
MELTING
(a) As soon as the materials are received, they are inspected for site and visual quality and then stacked at the allotted place. For e.g. Scraps, Coke and Lime Stone are stored near the cupola while Ferro Alloys are kept in storeroom. Samples of the melting raw materials are also tested in the laboratory for quality and then approved for use. Once the laboratory approves the quality, the cupola charging materials are broken into suitable site for charging.
(b) Once the cupola is made ready after repairs from the
previous melt, cupola bed is prepared using Clean Foundry Return Sand, Water. Maintaining the height between the spont and the Slag Hole. Then firewood is stacked on the bed - above 2 hrs. Before starting of the charging of materials in the cupola. Before actually starting the charging, it is made sure that the bed Coke has caught fire and spread uniformly. Now the charge is calculated as per the requirement of the grade and chemical composition for carbon, Silicon, Manganese. Normally the charging materials are Pig Iron, Foundry returned and scraps purchased. Accordingly the required amount of Ferro Silicon and Ferro Manganese and also calculated and added along with the charge. The total charge consists of Coke, Limestone, Pig Iron, Foundry Returns, Scraps Ferro Silicon and Ferro Manganese etc.
The Charge Composition Followed are as follows:
Pig Iron:
30% Foundry Return (including Runner/Risers/Rejections)
30% Purchased Scrap – 40%
The weight of each charge is 400 Kgs of metallic + Coke + Limestone + Ferro Alloys.
After the charge covers the area inside the cupola upto the melting zone. Blower is started for melting.
One the inihal drill metal is cleared; pouring of the metal into the mould is started, taking care for sufficient metal temperament.
Then a sample for chill depth in the metal is taken to check the chilling tendency of the metal. Also Metacup sample is taken for the C.E. Meter, which records temperature, Carbon Equivalent, Carbon and Silicon. If there is any variation and further & correction is necessary, it is made in the charge while additions are also made in the ladle for immediate correction. |
|




